您的位置>首页 >上饶本地热动态 >
精密钢管精轧光亮管20#45#现货供应放心选购、鑫邦源特钢有限公司
更新时间: 2024-12-28 00:32:01 浏览次数:3
以下是:精密钢管精轧光亮管20#45#现货供应放心选购、鑫邦源特钢有限公司的产品参数
| 质量等级 | 一级 |
|---|
| 是否厂家 | 是 |
|---|
| 产品材质 | 20#45# |
|---|
| 产品规格 | 规格齐全 |
|---|
| 发货城市 | 山东 |
|---|
| 产品产地 | 山东 |
|---|
| 加工定制 | 是 |
|---|
| 可售卖地 | 全国 |
|---|
| 产品重量 | 过磅 |
|---|
| 产品颜色 | 光亮管 |
|---|
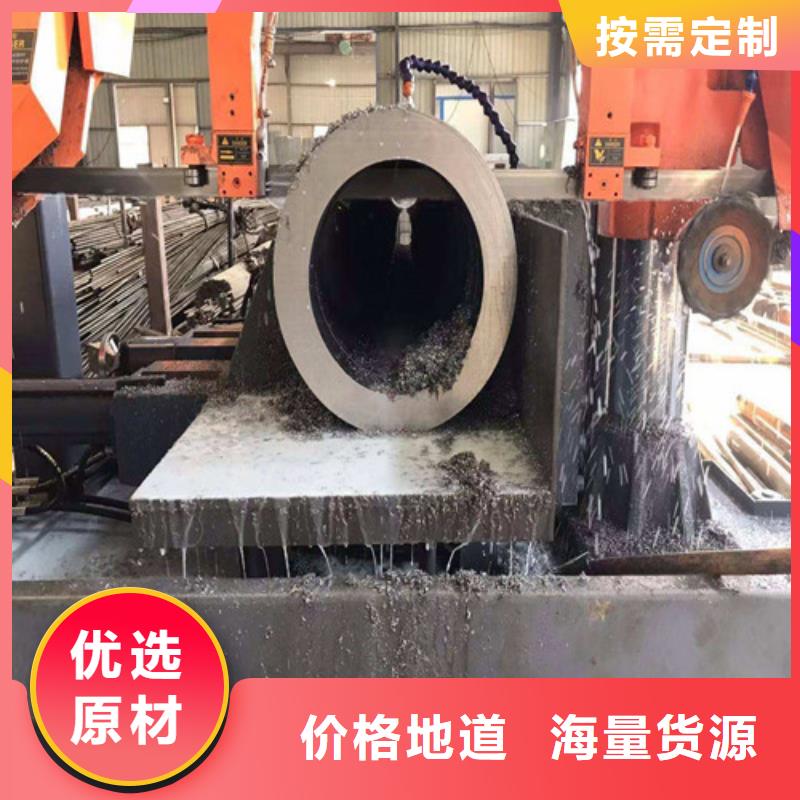
| 外形尺寸 | 按需定制 |
|---|
| 适用领域 | 机械加工 |
|---|
| 是否进口 | 否 |
|---|
| 质量认证 | 国标 |
|---|
| 产地 | 山东 |
|---|
| 品牌 | 鑫邦源 |
|---|
| 材质 | 45# 20# |
|---|
以下是:精密钢管精轧光亮管20#45#现货供应放心选购、鑫邦源特钢有限公司的图文视频
导读 精密钢管精轧光亮管20#45#现货供应放心选购、鑫邦源特钢有限公司,鑫邦源特钢有限公司为您提供精密钢管精轧光亮管20#45#现货供应放心选购、鑫邦源特钢有限公司产品案例,联系人:颜经理,电话:15275839870、15963170288,QQ:1143544302,发货地:聊城经济开发区钢管城2排5号发货到江西省 上饶市 信州区、广丰区、玉山县、铅山县、横峰县、弋阳县、余干县、鄱阳县、万年县、婺源县、德兴市。 江西省,上饶市 上饶市以丘陵为主,东南高、西北低,西有鄱阳湖,属亚热带湿润型气候,适宜耕种农作物,特产万年贡米、广丰马家柚、婺源绿茶等;形成有新能源、有色金属、机电光学、新型建材等主导产业。上饶市是全国性综合交通枢纽,合福高铁、沪昆高铁穿境而过;上饶三清山机场是4C级民用支线机场。
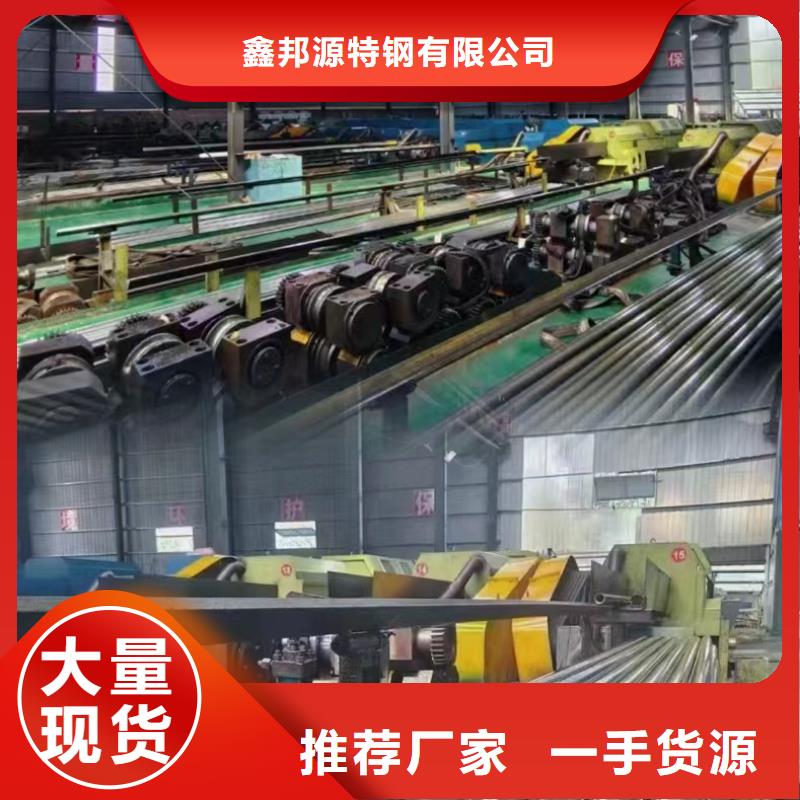
切成单根钢管后,每批钢管头三根要进行严格的首检制度,检查焊缝的力学性能,化学成份,溶合状况,钢管表面质量以及经过无损探伤检验,确保制管工艺合格后,才能正式投入生产。焊缝上有连续声波探伤标记的部位,经过手动超声波和X射线复查,如确有缺陷,经过修补后,再次经过无损检验,直到确认缺陷已经。带钢对焊焊缝及与螺旋焊缝相交的丁型接头的所在管,全部经过X射线电视或拍片检查。每根钢管经过静水压试验,压力采用径向密封。试验压力和时间都由钢管水压机检测装置严格控制。试验参数自动打印记录。管端机械加工,使端面垂直度,坡口角和钝边得到准确控制。
精密钢管生产工艺特点:精密钢管的生产工序,与用其它方式生产的大直径钢管的生产工序相比,有如下特点:原料准备工序简单;原料上机后,管坯用一道工序就可做成;不需要矫直工序。
精密无缝钢管机的生产效率一直是人们为关注的问题。提高冷轧管机的生产效率就是提高冷轧精密无缝钢管机的小时产量产量A、一般用下式进行计算冷轧管机的小时.从上式可知,提高轧厚壁无缝管机产量的 个重要途径就是提高轧管机的速度。要想提高轧管速度,必须首先解决轧管机机架的惯性力和惯性扭矩的平衡方法及具体结构,各个零部件的强度和刚度以及润滑、冷却、使用寿命等问题。加大送进量,和提高延伸率人是提高轧管机产量的又一有效的措施。为此,采用环形孔型块是理想的解决方法,它既有利于加长机架行程又不过多地增加轧辊的直径。





总结 您是想要在江西省上饶市采购高质量的精密钢管精轧光亮管20#45#现货供应放心选购、鑫邦源特钢有限公司产品吗?鑫邦源特钢有限公司是您的不二之选!我们致力于提供品质保证、价格优惠的精密钢管精轧光亮管20#45#现货供应放心选购、鑫邦源特钢有限公司产品,品种齐全,不断创新,致力于满足广大客户的多种需求,联系人:颜经理-15963170288,QQ:1143544302,地址:《经济开发区钢管城2排5号》。